
Thông tin về dao phay ngón bao gồm nhiều ký hiệu quan trọng, từ đó người thợ có thể tính toán tốc độ cắt để kiểm soát quá trình gia công, đảm bảo chất lượng sản phẩm và thời gian gia công.
Dao phay ngón là một công cụ cắt quan trọng và được ứng dụng rộng rãi trong gia công cơ khí. Chúng thường được dùng để gia công các rãnh và viền xung quanh phôi, tạo bề mặt mịn. Thông tin về thông số dao phay ngón rất quan trọng khi chọn lựa, để đảm bảo quá trình gia công diễn ra ổn định và đạt các tiêu chuẩn yêu cầu.

Cách đọc thông số dao phay ngón
Cách đọc thông số dao phay ngón
Tầm quan trọng của việc đọc thông số dao phay ngón
Cách đọc thông số trên dao phay ngón khá quan trọng. Đối với dao phay ngón được sử dụng trên máy phay CNC để thực hiện các công việc phay, thông số như chiều dài của lưỡi cắt và độ nghiêng của phi dao đóng vai trò quan trọng. Người thợ sẽ sử dụng những thông số này để tạo ra các rãnh rộng hẹp, nông sâu phù hợp với yêu cầu gia công. Hơn nữa, thông số này cũng giúp kiểm soát việc gia công bề mặt xung quanh phôi với mức cắt lớn hoặc nhỏ tùy theo yêu cầu.
Việc tính toán tốc độ cắt cũng rất quan trọng trong quá trình gia công bằng dao phay ngón. Tốc độ cắt ảnh hưởng trực tiếp đến hiệu suất gia công và chất lượng sản phẩm cuối cùng. Để tính toán tốc độ cắt, người thợ cần xem xét các thông số như loại vật liệu gia công, đường kính dao phay, và số vòng quay của máy phay. Bằng cách áp dụng các công thức tính toán phù hợp, người thợ có thể xác định được tốc độ cắt tối ưu để đạt được kết quả tốt nhất trong quá trình gia công.
Ý nghĩa ký hiệu thông số kỹ thuật dao phay ngón
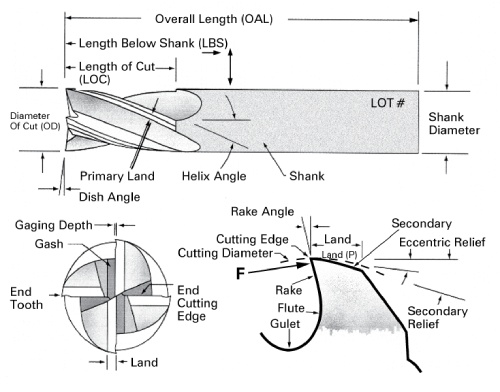
ý nghĩa thông số kỹ thuật dao phay ngón
Dưới đây là các tham số kỹ thuật thường được sử dụng cho dao phay ngón:
Chiều sâu cắt (ho): Đây là độ sâu của vật liệu bị cắt sau mỗi lần dao chạy qua.
Chiều sâu phay (h): Đây là tổng độ sâu của vật liệu bị cắt sau khi quá trình phay kết thúc. Thường thì giá trị này không nên vượt quá chiều dài của lưỡi cắt, trừ khi có các trường hợp đặc biệt như góc thoát hoặc thiết kế dao đặc thù.
Số me dao (T): Đây là số lưỡi cắt trên dao.
Lượng mảng cắt trên mỗi me dao (Lf): Đây là lượng vật liệu mà một lưỡi cắt có thể cắt qua trong mỗi đợt tiến.
Lượng vật liệu cắt mỗi vòng dao (L): Đây là tổng lượng vật liệu mà dao có thể cắt qua sau khi quay một vòng.
Tốc độ tiến dao (F): Đây là tốc độ tiến của dao trong quá trình cắt (đơn vị: mm/phút hoặc inch/phút).
Tốc độ quay dao (S): Đây là tốc độ quay của dao trong quá trình cắt (đơn vị: vòng/phút – rpm). Để tính tốc độ tiến của bàn làm việc, chúng ta sử dụng công thức sau: F = S x L x T (mm/phút hoặc inch/phút).
Chú ý: Lượng ăn dao trên lưỡi cắt này được tính theo hướng di chuyển của lưỡi cắt chứ không phải theo phương vuông góc (phương Z). Ví dụ, nếu dao 1me với lượng ăn dao Lt = 0.1 (theo hướng di chuyển Fz như sách của Nga định nghĩa) và tốc độ quay của trục chính là S = 10,000 vòng/phút, để đảm bảo lượng mài mòn Fz = 0.1 (thực hiện 0.1mm với 10,000 lần di chuyển trong 1 phút), lúc đó lượng mài mòn F sẽ là 10,000 x 0.1. Với T bằng bao nhiêu me thì ta nhân với bấy nhiêu lần
Cần lưu ý rằng:
Giá trị Lt sẽ thay đổi tùy theo lưỡi cắt và chất liệu gia công. Tuy nhiên, nếu Lt quá lớn, có thể gây quá tải cho lưỡi cắt, và nếu Lt quá nhỏ, lưỡi cắt có thể trượt và bị mòn nhanh chóng.
Giá trị S phụ thuộc vào lưỡi cắt và chất liệu gia công, và sẽ có tốc độ khác nhau.
Lưu ý khi sử dụng dao phay ngón
Dưới đây là một số lưu ý khi sử dụng dao phay ngón:
Trong gia công nhôm, đồng thau và đồng đỏ, lượng mài mòn Lt có sự chênh lệch đáng kể (đồng đỏ < nhôm 50%), trong khi đối với gia công thép, sự chênh lệch này thấp hơn (ít hơn 75%).
Trong việc phay cạnh và phay rãnh (slot), tốc độ cắt đề xuất sẽ thay đổi dựa trên độ sâu và độ lấn dao (step over) của mỗi nhát cắt.
Đối với dao phay ngón làm từ thép gió (HSS end mill), giá trị Lt thường nằm trong khoảng 0.05-0.1mm.
Với phay insert từ thép gió (HSS), đối với lưỡi cắt có đường kính 3mm và gia công nhôm, tốc độ trục chính nên đặt ở mức 6000 vòng/phút, còn đối với lưỡi cắt bít, tốc độ trục chính nên đặt ở mức 24000 vòng/phút. Kích thước lưỡi cắt sẽ ảnh hưởng đến tốc độ trục chính theo tỉ lệ nghịch.
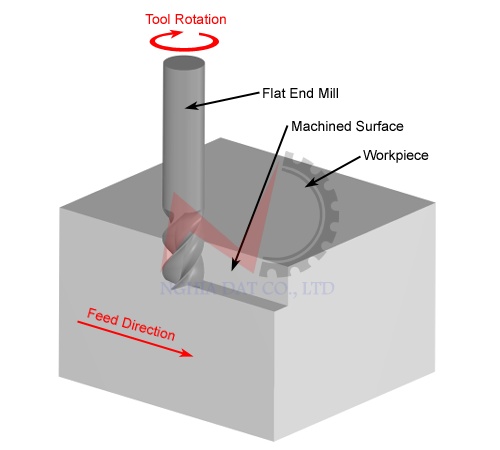
Chế độ chạy biên/cạnh( Profile):
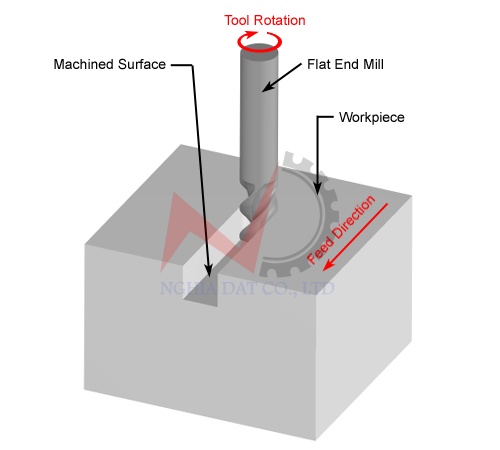
Chế độ chạy cắt( Slot):
Tham khảo thêm: Dao phay ngón
Kết luận
Người thợ gia công cần tập trung một cách đặc biệt vào các tham số liên quan đến dao phay ngón. Điều này là vô cùng quan trọng vì những thông số này có tác động trực tiếp đến quá trình gia công, cũng như đến chất lượng của sản phẩm cuối, thời gian cần thiết cho quá trình gia công, tình trạng của dao cụ, nhiệt độ trong quá trình cắt và quá trình lẹo dao,…
